
- Empowering Inventory Management in Manufacturing
- Maximizing Benefits: Inventory Management in Manufacturing
- Mastering Key Principles for Optimal Inventory
- Choosing the Right Inventory Management System
- Setting Up an Efficient Inventory System
- Dynamic Tracking and Control Strategies
- Strategic Forecasting for Effective Inventory Planning
- Vendor Management and Collaboration Excellence
- Lean Manufacturing: Smart Inventory Reduction
- Cutting-Edge Technology for Inventory Excellence
- Training and Change Management in Inventory
- Continuous Improvement and Monitoring
- Case Studies: Successful Inventory Implementations
- Navigating Challenges in Inventory Management
- Future Trends in Manufacturing Inventory
- Conclusion: Revolutionizing Inventory Management
Empowering Inventory Management in Manufacturing
In the complex landscape of manufacturing, efficient inventory management stands as a cornerstone for success, ensuring optimal operational performance and customer satisfaction. This integral process involves the systematic control and tracking of raw materials, work-in-progress, and finished goods. As the heartbeat of production, effective inventory management enables manufacturers to strike a delicate balance between meeting demand and minimizing holding costs.
This blog aims to delve into the intricacies of implementing a robust inventory management system in manufacturing. From the procurement of raw materials to the final product delivery, each stage demands meticulous attention. We will explore key strategies, technological solutions, and best practices to streamline the supply chain, enhance visibility, and ultimately achieve a harmonious equilibrium between production efficiency and resource utilization.
Join us on this journey to unravel the essentials of successful inventory management, empowering manufacturers to navigate the complexities of their industry with precision and foresight.
Maximizing Benefits: Inventory Management in Manufacturing
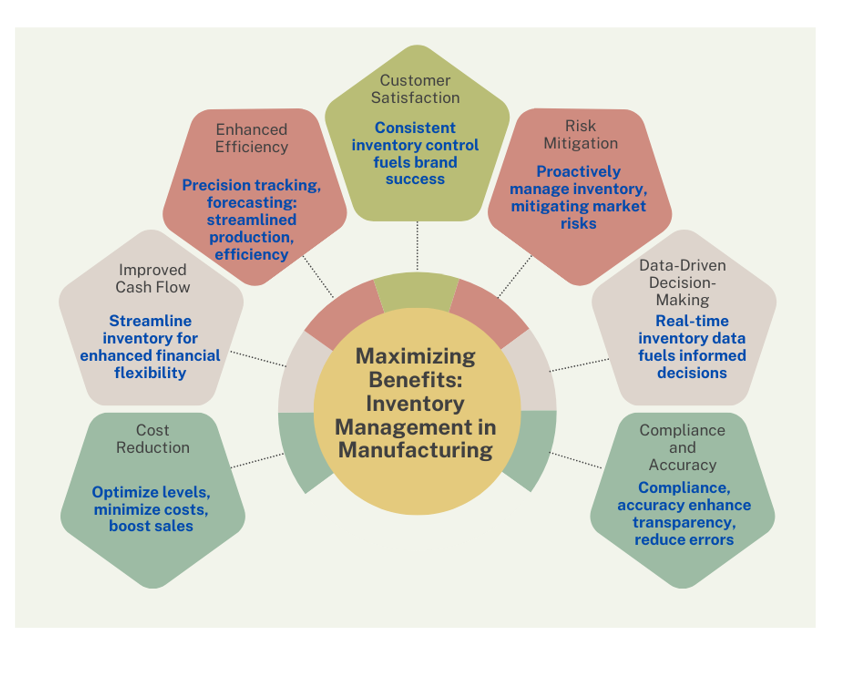
- Cost Reduction: Optimal inventory levels prevent overstocking and stockouts, minimizing holding costs and lost sales.
- Improved Cash Flow: Streamlining inventory ensures capital is not tied up unnecessarily, allowing for better financial flexibility.
- Enhanced Efficiency: Accurate tracking and forecasting enable smoother production planning and reduced lead times, boosting overall efficiency.
- Customer Satisfaction: Meeting demand consistently through proper inventory control fosters customer satisfaction, loyalty, and a positive brand reputation.
- Risk Mitigation: Proactive inventory management helps mitigate risks associated with market fluctuations, demand variability, and supply chain disruptions.
- Data-Driven Decision-Making: Real-time data on inventory levels empowers informed decision-making, aiding in strategic planning and resource allocation.
- Compliance and Accuracy: Ensuring compliance with industry regulations and maintaining accurate stock records reduces errors and enhances transparency.
Mastering Key Principles for Optimal Inventory
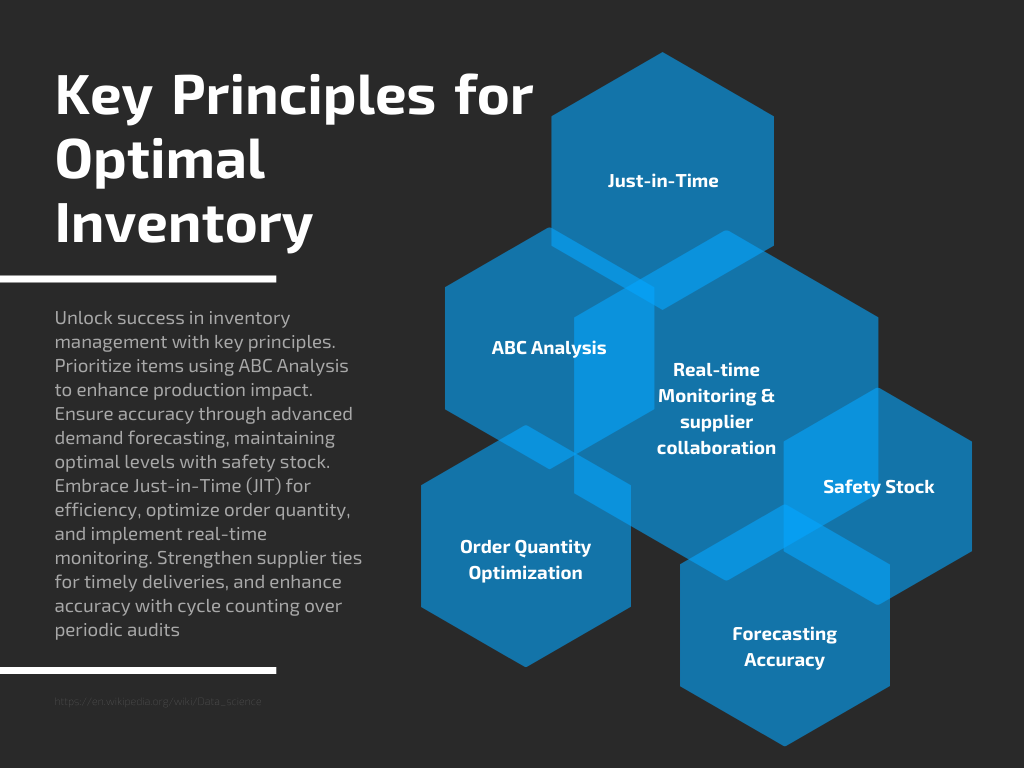
- ABC Analysis: Prioritize items based on their importance, categorizing them as A, B, or C items according to their value and impact on production.
- Forecasting Accuracy: Utilize accurate demand forecasting methods to minimize the risk of overstocking or stockouts, ensuring optimal inventory levels.
- Safety Stock: Maintain a buffer of safety stock to account for unforeseen fluctuations in demand or supply chain disruptions, safeguarding against potential shortages.
- Just-in-Time (JIT) Inventory: Implement JIT principles to minimize holding costs and enhance efficiency by receiving goods only when needed in the production process.
- Order Quantity Optimization: Determine the economic order quantity (EOQ) to strike a balance between ordering costs and holding costs, optimizing the replenishment process.
- Real-time Monitoring: Leverage technology for real-time tracking and monitoring of inventory levels, facilitating quick decision-making and reducing the likelihood of errors.
- Supplier Collaboration: Foster strong relationships with suppliers, ensuring timely deliveries and maintaining open communication to address potential challenges promptly.
- Cycle Counting: Regularly conduct cycle counts instead of relying solely on periodic inventory audits, promoting accuracy and minimizing disruptions in production.
Choosing the Right Inventory Management System
Selecting the appropriate Inventory Management System (IMS) is pivotal for efficient manufacturing operations. Consider factors such as scalability, integration capabilities with existing software, and real-time tracking features. Opt for a system that aligns with the size and complexity of your manufacturing processes, ensuring it can handle fluctuations in demand.
Prioritize user-friendly interfaces for seamless adoption by your team, and evaluate customization options to tailor the system to your specific needs. A robust IMS enhances accuracy, minimizes stockouts, and optimizes order fulfillment, ultimately fostering a streamlined manufacturing workflow. Careful consideration during the selection process ensures a tailored solution that maximizes productivity and minimizes disruptions.
Setting Up an Efficient Inventory System
Setting up an effective inventory system is pivotal for streamlined manufacturing operations. Begin by categorizing products based on demand and criticality. Implement a reliable tracking system, leveraging technology like barcode scanners for accuracy. Establish reorder points and safety stock levels to prevent stockouts.
Choose a robust inventory management software that integrates seamlessly with other business processes. Regularly conduct audits to ensure data accuracy and identify obsolete stock. Foster clear communication between procurement and production teams to align inventory levels with production schedules. Continuously analyze performance metrics to refine and optimize the inventory system for improved efficiency and cost-effectiveness.
Dynamic Tracking and Control Strategies
Effective inventory tracking and control are pivotal in manufacturing to optimize resources and enhance efficiency. Implement a robust system that continuously monitors stock levels, streamlining the procurement process and preventing overstock or stockouts. Utilize barcode or RFID technology for accurate real-time tracking. Set up automated alerts for replenishment, minimizing the risk of disruptions.
Categorize inventory based on criticality and turnover rates, prioritizing items accordingly. Regularly conduct audits to identify discrepancies and ensure data accuracy. By maintaining a fine-tuned inventory tracking and control mechanism, manufacturers can minimize costs, improve order fulfillment, and ultimately elevate overall operational performance.
Strategic Forecasting for Effective Inventory Planning
In the realm of manufacturing inventory management, “Demand Forecasting and Inventory Planning” holds paramount importance. Accurate demand forecasting enables companies to anticipate product needs, minimizing excess stock or shortages. Employing advanced forecasting models and data analytics helps predict market trends, customer preferences, and seasonal variations.
This foresight facilitates strategic inventory planning, optimizing stock levels for efficiency and cost-effectiveness. Balancing supply and demand through meticulous planning ensures streamlined production, reduces holding costs, and enhances overall operational resilience. By harnessing technology and analytical tools, manufacturers can proactively align their inventory with market dynamics, fostering agility and competitiveness in the ever-evolving landscape.
Vendor Management and Collaboration Excellence
In the realm of manufacturing inventory management, effective Vendor Management and Supplier Collaboration are paramount. Establish robust partnerships with reliable suppliers to streamline the supply chain. Regularly communicate and convey forecasts to ensure optimal inventory levels.
Implementing Vendor Managed Inventory (VMI) systems enables suppliers to monitor stock levels and replenish as needed, reducing the risk of stockouts. Embrace collaborative technologies and platforms for real-time information exchange, fostering transparency and agility. This symbiotic relationship enhances efficiency, minimizes lead times, and ensures a seamless flow of materials – crucial elements for a well-oiled manufacturing operation.
Lean Manufacturing: Smart Inventory Reduction
Adopting Lean Manufacturing principles is pivotal for enhancing efficiency. Lean methodologies focus on minimizing waste and optimizing processes to streamline production. Emphasizing a just-in-time approach, Lean Manufacturing reduces excess inventory, cutting carrying costs and minimizing the risk of obsolescence.
By fostering a culture of continuous improvement and implementing techniques like Kanban systems, businesses can synchronize production with demand, promoting resource optimization. This lean mindset not only trims excess inventory but also enhances overall operational agility, enabling manufacturers to respond promptly to market fluctuations while maintaining cost-effectiveness.
Cutting-Edge Technology for Inventory Excellence
Incorporating advanced technology is paramount for efficient inventory management in manufacturing. Utilize robust software solutions, such as Enterprise Resource Planning (ERP) systems, to seamlessly integrate various aspects of production and inventory control. Implement barcode scanning and RFID technology for accurate tracking and real-time updates.
Embrace automation through smart sensors and Internet of Things (IoT) devices to monitor stock levels and trigger reorder points automatically. Cloud-based platforms enhance accessibility, enabling real-time collaboration and data synchronization across multiple locations. By leveraging these technologies, manufacturers can optimize workflows, minimize errors, and maintain optimal inventory levels, ultimately improving overall operational efficiency.
Training and Change Management in Inventory
In the Training and Change Management phase of implementing inventory management in manufacturing, prioritize staff education on new systems and processes. Conduct comprehensive training sessions to familiarize employees with the chosen inventory management software, emphasizing its features and benefits. Address concerns and promote a positive attitude toward the changes.
Additionally, establish a clear communication plan to keep the team informed about the transition. Encourage open dialogue, gather feedback, and provide ongoing support to ensure a smooth adaptation. A well-executed training and change management strategy is pivotal in fostering a collaborative and efficient environment, crucial for successful inventory management integration in manufacturing.
Continuous Improvement and Monitoring
In the realm of manufacturing inventory management, perpetual enhancement is pivotal. Establish a robust system of continuous improvement and monitoring to ensure optimal efficiency. Regularly assess inventory turnover rates, identifying slow-moving items and adjusting procurement accordingly. Employ key performance indicators (KPIs) to gauge accuracy and reliability.
Embrace technology for real-time tracking and data analysis, enabling swift decision-making. Foster a culture of proactive problem-solving, encouraging feedback from stakeholders at every level. Through constant vigilance and adaptation, your inventory management system becomes a dynamic entity, responsive to evolving demands, minimizing waste, and maximizing overall productivity.
Case Studies: Successful Inventory Implementations
In this section, we delve into real-world success stories showcasing effective inventory management implementations in the manufacturing sector. One standout example is Toyota‘s renowned “Just-in-Time” (JIT) system, which revolutionized their production processes. By minimizing excess inventory and synchronizing supply with demand, Toyota significantly reduced carrying costs and waste while enhancing overall efficiency.
Another notable case is Apple Inc., renowned for its strategic inventory management. Apple’s meticulous supply chain management, coupled with data-driven forecasting, ensures that products are available in the right quantities at the right time. This not only minimizes the risk of overstock but also enhances customer satisfaction through timely product availability.
These case studies emphasize the pivotal role of inventory management in optimizing production, reducing costs, and maintaining a competitive edge in the dynamic manufacturing landscape.
Navigating Challenges in Inventory Management
Implementing effective inventory management in manufacturing comes with its share of challenges, demanding a strategic approach to ensure seamless operations. One major hurdle is the risk of overstocking or understocking, leading to financial losses or production delays. This challenge is exemplified by the automotive industry, where excess inventory can tie up substantial capital and hinder adaptability to market fluctuations.
Additionally, demand forecasting inaccuracies pose a significant obstacle. Companies often struggle to predict consumer preferences and market trends accurately. A notable example is the fashion industry, where rapidly changing styles make forecasting challenging. This can result in obsolete stock, tying up valuable resources.
Another common issue is the lack of visibility across the supply chain. Without real-time insights, delays and disruptions are harder to anticipate and mitigate. A case in point is the electronics industry, where delays in the procurement of essential components can halt production.
Solutions lie in embracing advanced technologies such as RFID and IoT for real-time tracking. Additionally, leveraging data analytics and artificial intelligence can enhance demand forecasting accuracy. Companies like Toyota have successfully implemented these solutions, minimizing overstock while maintaining lean, efficient operations.
Embracing technology and adopting a data-driven approach are essential for overcoming these challenges and ensuring optimal inventory management in manufacturing.
Future Trends in Manufacturing Inventory
The future of inventory management in manufacturing is poised to undergo significant transformations, driven by technological advancements and evolving industry demands. Smart technologies, such as the Internet of Things (IoT) and Artificial Intelligence (AI), will play pivotal roles in streamlining inventory processes. Real-time tracking through IoT-connected devices will enable manufacturers to monitor inventory levels, anticipate demand fluctuations, and optimize reorder points with unprecedented accuracy.
Machine learning algorithms within AI systems will empower manufacturers to forecast demand patterns, identify potential disruptions, and automate decision-making for efficient inventory control. Blockchain technology is also set to enhance transparency and traceability in the supply chain, reducing the risk of errors and fraud.
Furthermore, the integration of robotics and automation in warehouses will enhance the speed and precision of inventory handling, reducing human errors and operational costs. As manufacturers embrace Industry 4.0 principles, the future of inventory management lies in a seamless blend of digital technologies, fostering agility, cost-effectiveness, and resilience in the dynamic landscape of manufacturing.
Conclusion: Revolutionizing Inventory Management
In conclusion, effective inventory management in manufacturing is the linchpin for operational success, and this blog has unraveled the essential strategies and practices to achieve it. From prioritizing key principles like ABC analysis and JIT inventory to embracing technology integration and continuous improvement, manufacturers can optimize workflows and minimize costs.
Real-world case studies underscore the transformative impact of strategic inventory management, as seen in Toyota and Apple’s success stories. Looking ahead, the future promises even greater efficiency through IoT, AI, blockchain, and automation, signaling a dynamic evolution towards Industry 4.0 principles.
Manufacturers who adeptly navigate these trends will secure a competitive edge in the ever-evolving landscape of manufacturing.


[…] managing inventory, aligning it with demand forecasts, and adopting just-in-time practices are crucial steps in […]
Wow, awesome weblog structure! How long have you
ever been running a blog for? you made blogging look easy.
The total glance of your site is great, let alone
the content material! You can see similar: dobry sklep and here ecommerce